












Home / Butt Fusion Jointing Calculation
Butt Fusion Pressure & Time Calculation Guide per ISO 21307:2017 & DVS 2207-1:2025
To properly fuse the HDPE pipes, fittings and sheets and ensure the weld quality, the operator is always obliged to find the right fusion pressure and time under the welding standard requested by the project. This page will indicate how to calculate the fusion pressure and time manually, based on standards **ISO21307:2017** and **DVS2207-1**. All recommended values apply to an outside temperature of approx. 23±2°C(ISO21307:2017) and 20 °C(DVS2207-1:2025) and moderate air flow (interim values have to be interpolated). ---
Step 1 Check the butt fusion jointing cycle diagram
Butt Fusion Jointing Calculation
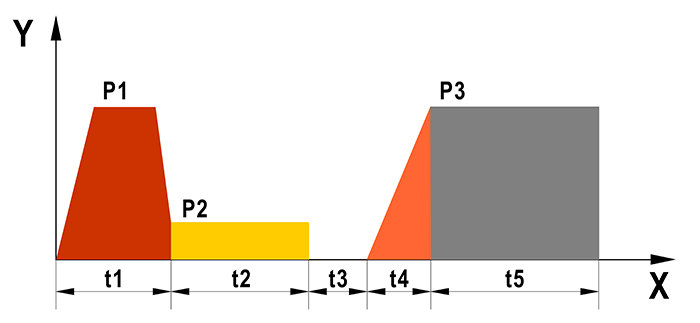
The figure shows the full pressure-time cycle of butt fusion jointing, with all phase parameters marked.
- X: time
- Y: pressure
- t1: bead-up time
- t2: heat soak time
- t3: heater plate removal time
- t4: time to achieve fusion jointing pressure
- t5: cooling time in the machine under pressure
- P1: bead-up pressure
- P2: heat soak pressure
- P3: fusion jointing pressure
Step 2 Check the formula of the gauge pressure calculation
Butt Fusion Jointing Calculation
The bead-up pressure (P1) and fusion jointing pressure (P3) can be calculated from the following formula:
P1, P3= [IP × π × (dn - en) × en / S × 10] + P2
Key
- P2: heat soak pressure (bar)
- IP: Interfacial pressure (MPa)
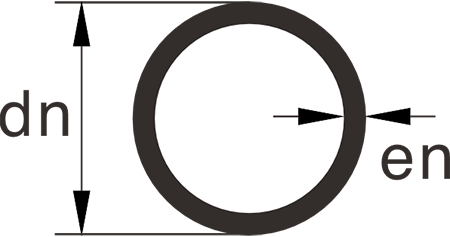
- dn: nominal outside diameter of the pipe (mm)
- en: nominal wall thickness of the pipe (mm)
- S: Total piston area (mm²)
Note: The interfacial pressure is the amount of force per unit of pipe area required to butt fuse the pipe or fitting ends.
Step 3 Refer to standard parameters and value tables
Single low‑pressure fusion jointing
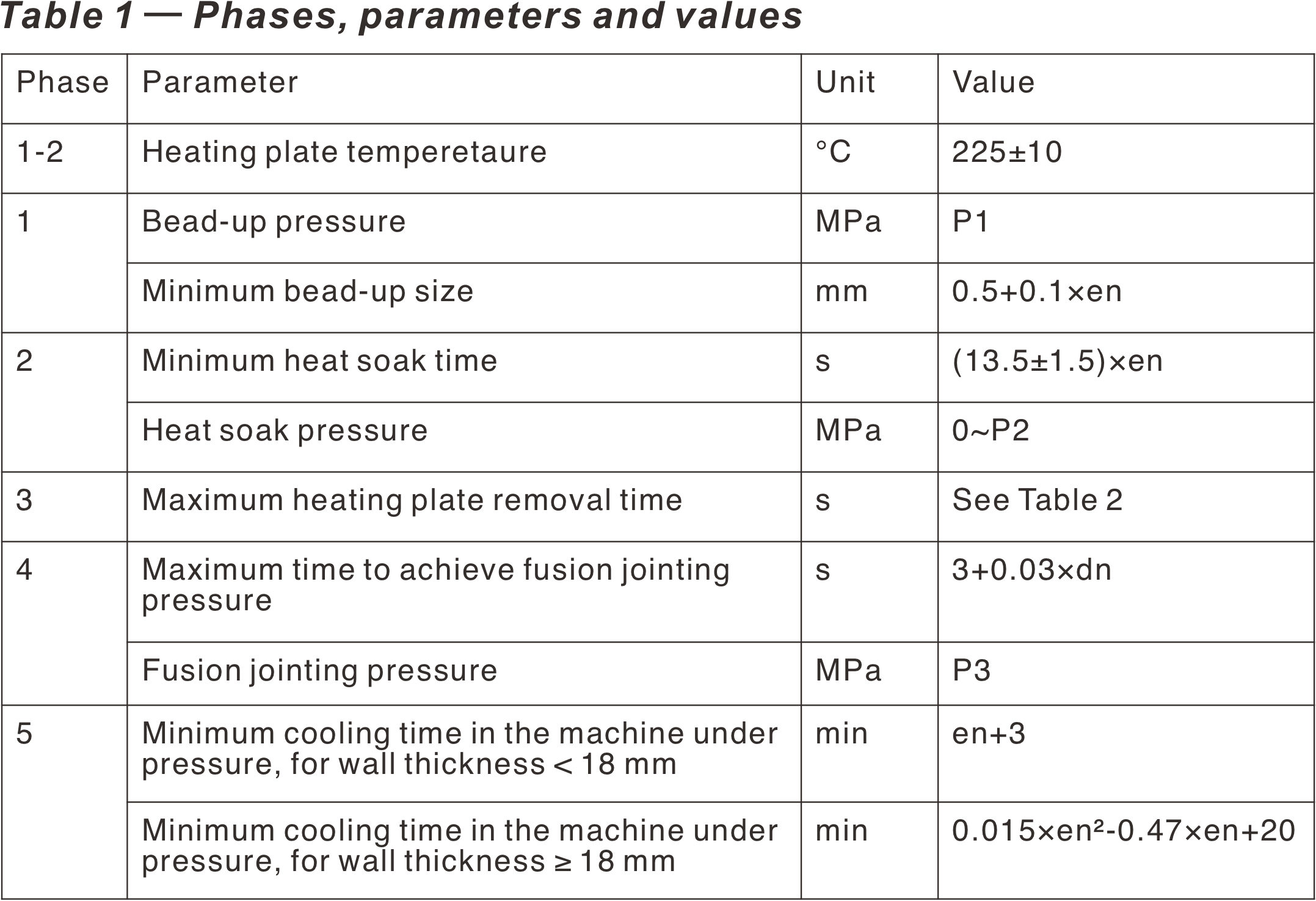
- Table 1 — Phases, parameters and values
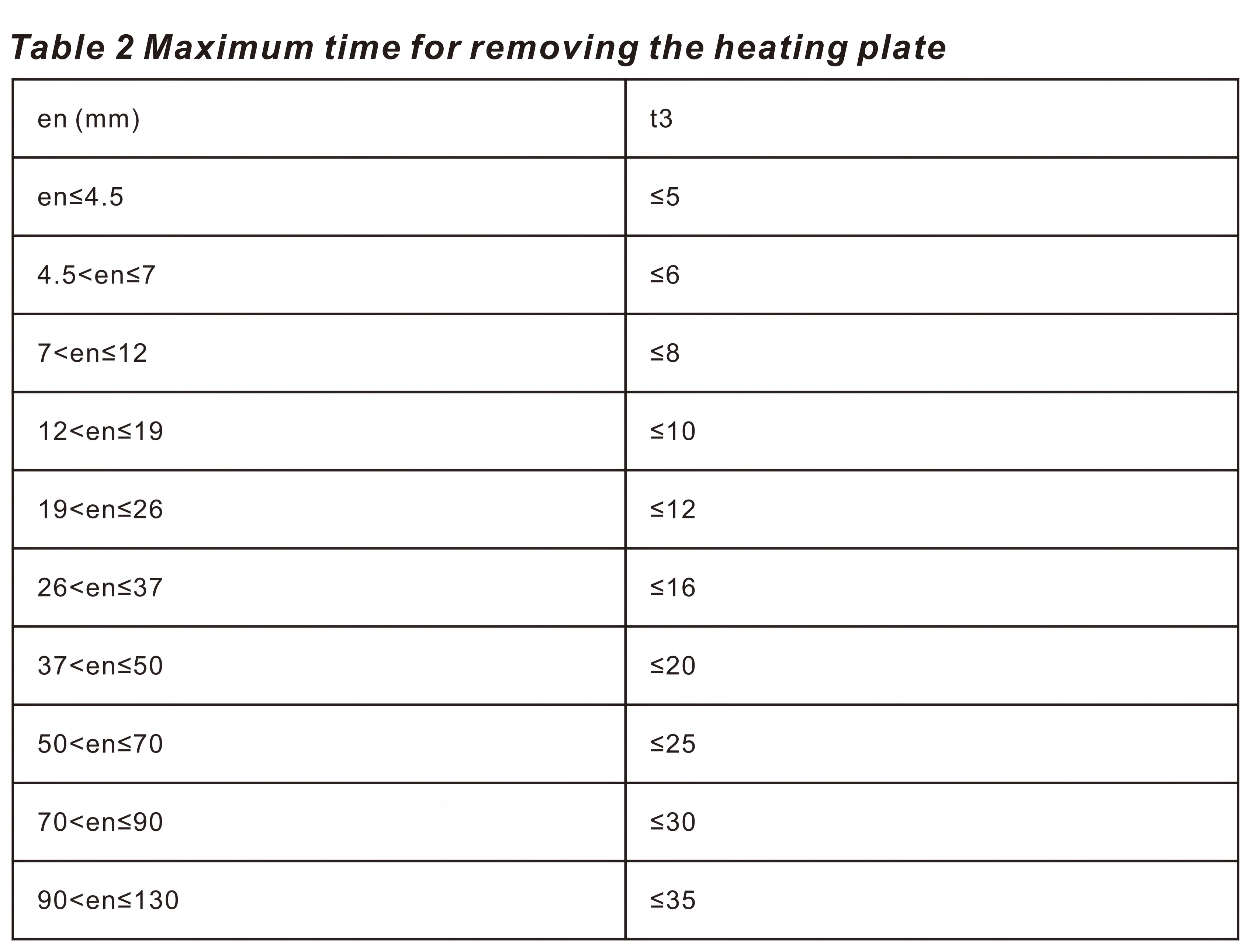
- Table 2 Maximum time for removing the heating plate
- Calculation Demonstration
- Pipe: OD315mm SDR11
- Machine model: Welping 315
- Total piston area: 2002 mm²
- Drag pressure: 10bar (just as an example)
- dn: 315mm
- en: 315/11≈28 .64mm
- P1 = P3: [0.17×3.14×(315-28.64)×28.64/2002×10]+10≈32bar
- Bead-up size: 0.5+0.1×28.64≈ 3.4mm
- t2: (13.5±1.5)×28.64≈344s~430s (miminum)
- t3: 16s (maximum)
- t4: 3+0.03×dn≈12s (maximum)
- t5: 0.015 ×28.64²-0.47×28.64+20≈19min (minimum)
- Table 1: Recommended values for the heated tool butt welding of pipes, fittings and sheets made of HDPE at an outside temperature of approx. 20 ° C and moderate air flow (interim values have to be interpolated).
- Pipe: OD315mm SDR11
- Machine model: Welping 315
- Total piston area: 2002 mm²
- Drag pressure: 10bar (just as an example)
- dn: 315mm
- en: 315/11≈28.64mm
- P1 = P3: [0.15×3.14×(315-28.64) ×28 .64/2002 ×10]+10≈29bar Bead-up size: 3mm
- t2: 28.6*10=286s
- t3: 13s
- t4: 15s
- t5: 35min
Calculation Demonstration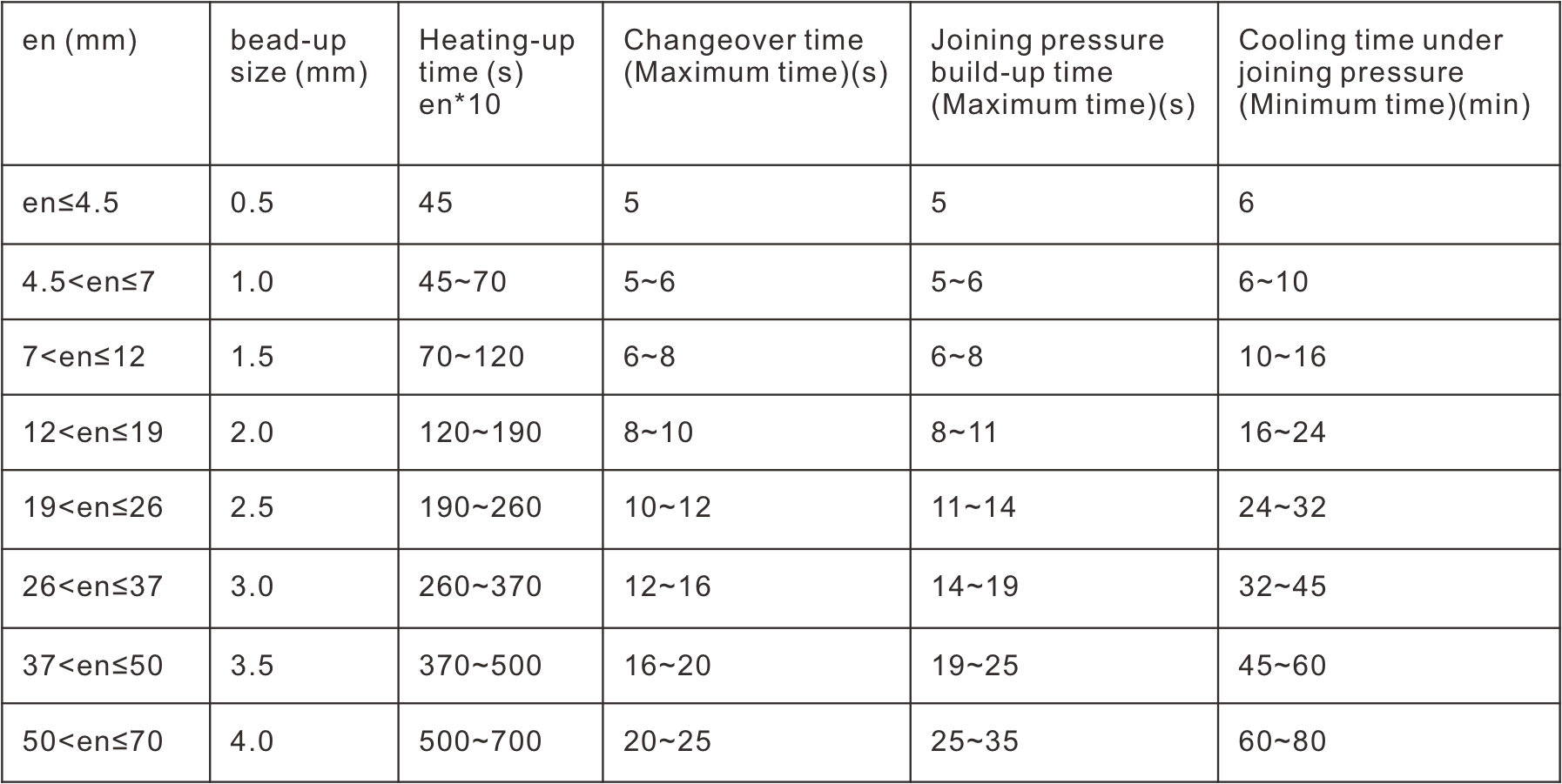
Interactive Calculation Tool
Butt Fusion Gauge Pressure Calculator
Select pipe size, SDR and machine piston area, then enter measured drag pressure to calculate P1 bead-up pressure and P3 fusion jointing pressure.
Formula
P1, P3 = [IP × π × (dn - en) × en / S × 10] + P2
Final Notes
The applicable fusion procedure shall be selected according to the projectspecification, local regulations and pipe manufacturer’s requirements. Parameters fromdifferent standards or procedures should not be mixed. Fusion pressure is determined by pipe outer diameter, wall thickness and machine piston area, while all time parameters are calculated based on wall thickness and pipe diameter. For non-standard pipe specifications, please perform reasonable interpolation to guarantee the strength and sealing performance of fusion joints. ---
Thank you for your choice, WELPING is your tribute. We celebrate our shared dedication to the industry. And promise, as long as you keep going, we'll keep building the tools you need to do your job.